

")
For barn builders and facility managers, keeping steel horse stalls rust-free is a major challenge. The constant exposure to moisture, humidity, and animal waste creates a uniquely corrosive environment, demanding robust and long-lasting protective finishes.
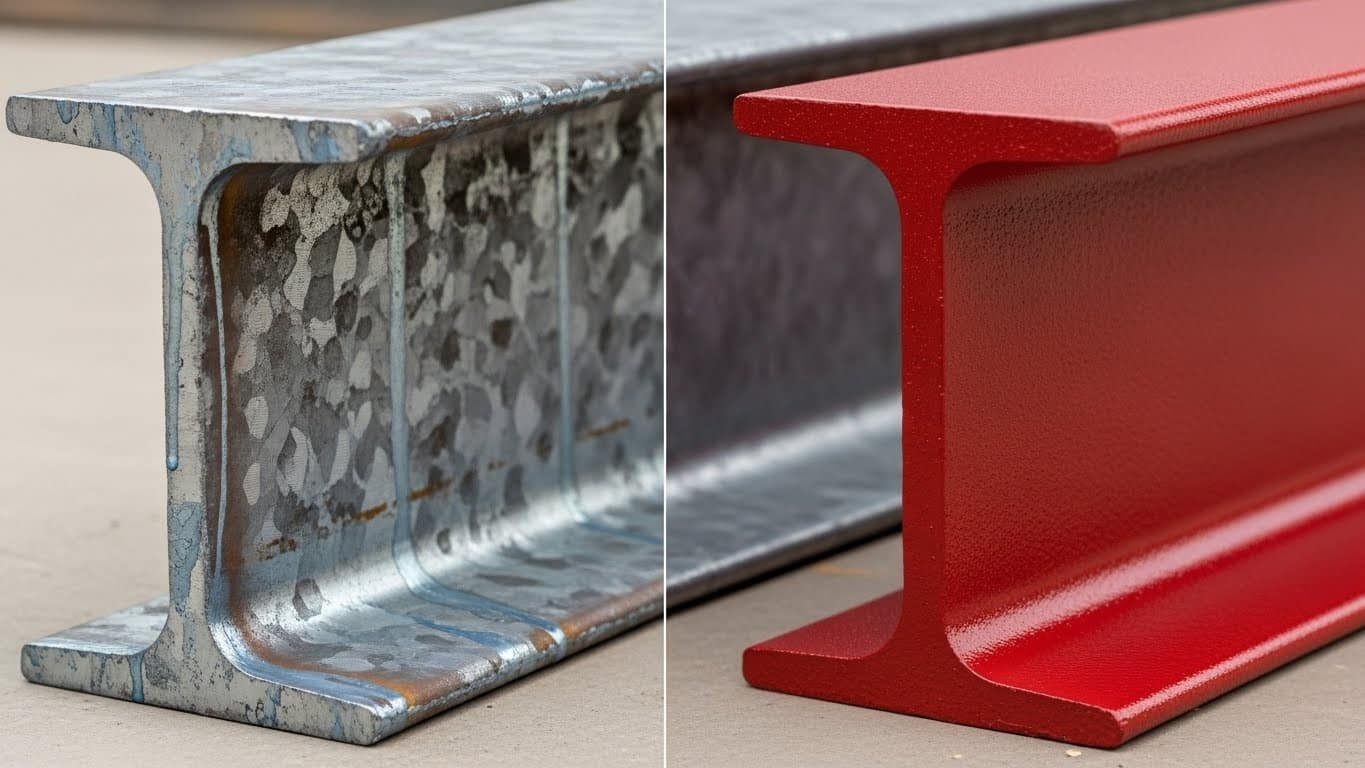
This article will compare hot-dip galvanizing and powder coating, looking at how each finish protects steel in tough barn conditions. We’ll explore their differing lifespans—hot-dip galvanizing offers 50-120+ years of rust protection, while a standalone powder coat typically provides 3-7 years of good cosmetic life. We’ll also consider combining these methods for even longer lasting results.
The Chemistry of Corrosion in Barns
Corrosion in barns occurs via electrochemical reactions, with steel acting as an anode and zinc as a sacrificial cathode in moist, electrolyte-rich environments from animal waste, humidity, or soil. Hot-dip galvanization combats this by creating a durable zinc barrier and offering cathodic protection, where zinc preferentially corrodes, significantly extending the lifespan of steel structures in challenging agricultural settings, with a projected service life of 50-120+ years in 2026.
Electrochemical Principles of Barn Corrosion
Corrosion targets galvanized steel through electrochemical reactions. Steel (Fe) acts as an anode, and zinc (Zn) serves as a sacrificial cathode in this process. Environments rich in moisture and electrolytes, like those found with animal waste, high humidity, or soil contact, greatly speed up these reactions.
This process involves the oxidation of iron in the steel. Importantly, the zinc in the galvanized coating oxidizes preferentially, following the reaction: Zn → Zn²⁺ + 2e⁻.
Galvanization’s Role: Barrier, Cathodic Protection, and Longevity
Hot-dip galvanizing (HDG), applied according to ASTM A123/A123M, creates metallurgically bonded zinc layers on steel. This process provides a dual defense: it isolates the steel from oxygen and water, and it offers cathodic protection.
Should the coating sustain minor damage, zinc forms a protective, self-healing patina (consisting of ZnO/Zn(OH)₂). This mechanism further helps maintain the coating’s integrity.
For agricultural structures such as pole barns, specific coatings like G90 (around 7.5 µm per side) and G235 (about 20 µm per side) are specified. These offer a projected service life of 50-120+ years in various soil conditions, requiring a minimum of 3.5 mils thickness.

What is Hot-Dip Galvanization? (The Shield)
Hot-dip galvanization is a process where steel or iron is immersed in molten zinc to form durable, metallurgically bonded zinc-iron alloy layers. This creates a protective shield that resists corrosion and abrasion, offering decades of service life for structures like horse stalls, regulated by specific international standards for coating thickness and quality.
| Aspect | Description/Standard | Key Details |
|---|---|---|
| Process Definition | Fundamental Galvanization | Immersion of steel/iron in molten zinc forms metallurgically bonded Zn–Fe alloy layers and an outer zinc layer. |
| Zinc Bath Composition | ASTM A123 Requirement | Must contain at least 98.0% zinc by weight in the working volume. |
| North American Standards | ASTM / AASHTO | ASTM A123/A123M (general products), A153/A153M (hardware), A767 (rebar), AASHTO M111 (highway). |
| International Standards | ISO / EN ISO | EN ISO 1461 (specifications/test methods), EN ISO 14713‑2 (design/corrosion protection guidance). |
| Coating Thickness (Structural) | Structural Steel (≥ 6 mm) | Approximately 85 µm minimum (ISO 1461), comparable to 3.4 mils / 86 µm (ASTM A123). |
| Coating Thickness (Hardware) | Small Components | ASTM A153 defines classes (A–D) for specific minimums on items like hinges, bolts, and washers. |
| Coating Bond | Metallurgical Bonding | Zn–Fe alloy layers form during immersion, making the coating integral to the steel and preventing peeling. |
| Design Guidance | EN ISO 14713‑2 / AGA | Specifies venting, drainage holes, and weld details to ensure full galvanization and proper drainage for assemblies. |
Understanding the Galvanization Process
Hot-dip galvanization involves immersing fabricated iron or steel articles into a bath of molten zinc. This process creates metallurgically bonded zinc-iron alloy layers, topped with an outer pure zinc layer. The galvanizing bath must contain at least 98.0% zinc by weight, as mandated by the ASTM A123 standard. This method creates a highly abrasion-resistant coating that becomes integral to the steel, making it resistant to peeling and ensuring long-term durability.
Key Standards and Performance Metrics
The quality and performance of hot-dip galvanized products are regulated by various industry standards. In North America, ASTM A123/A123M covers general iron and steel products, while ASTM A153/A153M applies to hardware like bolts, hinges, and fasteners. Internationally, EN ISO 1461 / ISO 1461:2009 sets specifications and test methods for coatings, and EN ISO 14713‑2 offers design guidance for corrosion protection. These standards specify minimum coating thicknesses; for instance, structural steel sections (6 mm or thicker) typically require approximately 85 µm (3.4 mils) of coating. ASTM A153 specifically details zinc thickness requirements for small components, ensuring both functionality and protection. Properly galvanized systems, adhering to these standards, are engineered for decades of service life in challenging environments, such as agricultural settings.

Can You Have Both? (Duplex System)
A duplex system layers an organic coating, like paint or powder coat, over hot-dip galvanized steel, offering superior corrosion protection and extended lifespan. This combination leverages the barrier and cathodic protection of galvanizing with the aesthetic and additional barrier properties of the topcoat, significantly outperforming either system alone for horse stall longevity.
The Synergistic Advantage of Duplex Coatings
A duplex system involves applying an organic coating, such as paint or powder, directly over hot-dip galvanized steel. This setup brings together the barrier and cathodic protection offered by the zinc layer with the extra barrier properties of the organic topcoat.
If the organic topcoat gets damaged, the underlying galvanized layer steps in. It actively prevents red rust and stops corrosion from spreading underneath. This combined protection makes the steel over twice as resistant to corrosion compared to using either system on its own.
Implementing Duplex Systems: Standards and Lifespan
Duplex systems significantly extend service life. They typically last 1.5 to 2.5 times longer than the combined lifespan of galvanizing and paint used separately. For example, if galvanizing alone lasts 50 years and paint lasts 10 years, a duplex system could provide 90 to 150 years of protection.
Specifications usually call for a combined dry film thickness (DFT) over the galvanizing of 6.5–10 mils (165–250 µm), with the topcoat being at least 3 mils (75 µm). Preparing the surface correctly depends on how old the zinc patina is: newly galvanized (under 48 hours), partially weathered (2 days to 6 months), or fully weathered (around 6 months to 2 years).
Specialized tools, like the PosiTector 6000 FNDS duplex gauge, can precisely measure the thickness of both the individual paint and zinc layers. This helps with quality control. Following standards like ASTM is essential for choosing and preparing coatings correctly on hot-dip galvanized steel.
Globally Engineered Horse Stables for Every Climate

Final Thoughts
Hot-dip galvanization stands out as a strong choice for rust protection in barn environments. Its zinc coating provides both a physical barrier and sacrificial protection, significantly extending the life of steel structures for decades. While powder coating offers aesthetic appeal, its protective lifespan alone is much shorter. The ultimate solution often lies in a duplex system, combining the proven defense of hot-dip galvanizing with the added barrier and finish of a powder coat or paint. This layered approach ensures maximum longevity and durability for agricultural steel.
For anyone investing in barn structures or equipment, choosing the right rust protection method directly impacts long-term costs and performance. Prioritizing hot-dip galvanization, or a duplex system, means less frequent maintenance, fewer repairs, and a structure that holds up well against harsh agricultural conditions. This thoughtful approach ensures your investment delivers lasting value and safety for years to come, making it a reliable foundation for any stable or farm operation.

Frequently Asked Questions
Do galvanized horse stalls rust?
Galvanized horse stalls can eventually rust. Hot-dip galvanized stalls, when applied to recognized standards, effectively remain rust-free for 15–50+ years in typical stable environments. Many manufacturers offer 25–30-year rust-free warranties. Properly hot-dip galvanized stall systems, such as those galvanized after fabrication to ASTM A123 with around 98% zinc, are considered “virtually rustproof”. These systems are suitable even for humid and coastal environments, with coatings protecting steel for over 50 years against corrosion under normal barn use.
How long does powder coating last on stalls?
For powder-coated horse stalls used in real barn conditions, a realistic industry range is 3–7 years of good cosmetic life before noticeable wear. Higher-end, properly applied architectural-grade powders can achieve roughly 5–10 years outdoors and up to 15–20 years in protected indoor use. A common stall manufacturer states that most high-quality powder-coated finishes can last three to seven years on stalls with proper care.
Is galvanized steel safe for horses?
Yes. Hot-dip or pre-galvanized carbon steel that meets common structural gauges (around 14-gauge, which is about 5/64″ or 1.8–2.0 mm wall) is widely used and considered safe for horse stalls and fences. It is important for designs to feature smooth, rounded profiles and horse-safe knots. Major stall and fence manufacturers specifically choose galvanized steel for its equine safety and corrosion protection.
Can you paint over galvanized steel?
Yes, you can paint over galvanized steel. This requires proper surface preparation (following ASTM D6386) and using compatible primers and topcoats designed for galvanized substrates. When executed correctly, “duplex systems”—combining galvanizing with paint—are standardized in EN ISO 12944 and ISO 1461. These systems can deliver 15–25+ years of coating durability on structural steel, even in high-corrosivity environments. A typical duplex paint system, like those specified by NORSOK M-501 and EN ISO 12944, uses a total dry film thickness of about 225 µm (for instance, a 50 µm epoxy primer plus intermediate coats and a UV-resistant topcoat).
Best stall finish for humid climates?
For humid climates, hot-dip galvanized steel is the most robust stall finish. It should meet ISO-type structural coating levels (approximately G-90 or heavier, at least 600 g/m² or about 85 µm zinc) on all exposed stall steel. Alternatively, at minimum, G-90 galvanized steel (0.90 oz/ft² total zinc) can be used on wall and roof panels, always paired with adequate barn ventilation and moisture control. Hot-dip galvanizing is specifically recommended for “humid and rainy areas” because it keeps stall steel rust-free for decades with minimal maintenance.
Difference between hot-dip and cold galvanized?
Hot-dip galvanizing involves immersing cleaned steel in molten zinc at about 840–850°F (449–454°C). This process forms a metallurgical zinc–iron alloy layer, typically 45–85 µm (about 320–610 g/m²) or more thick, to meet standards like GB/T 13912 and ISO 1461. In contrast, “cold galvanizing” refers to a zinc-rich paint or electroplated coating applied at ambient temperature. This results in a much thinner zinc layer, commonly 10–50 g/m², which relies on paint-like adhesion and provides a significantly shorter corrosion life. For example, hot-dip galvanized flat steel 5 mm thick or more must have an average zinc coating mass of at least 610 g/m² per GB/T 13912, indicating a heavy-duty, long-life coating for structural steelwork.




0 Comments