

")
hot-dip vs pre-galvanized is the first checkpoint buyers should lock before they approve a supplier, budget, or production slot. The choice between pre-galvanized and hot-dip galvanized steel for horse fence panels isn’t a minor specification detail. It determines whether your paddock stays solid for twenty years or starts rusting at the welds before the third winter. For buyers managing large arenas in coastal or high-rainfall regions, that difference shows up as real replacement costs and labor hours.
Pre-galvanized steel arrives at the fabrication shop with a thin zinc layer — roughly 60 grams per square meter. That coating works on flat sheet, but the moment the panel gets welded, the heat vaporizes the zinc around the joint. The exposed steel then becomes the initiation point for crevice corrosion. Hot-dip galvanizing flips the process: the entire welded structure is immersed in a molten zinc bath afterward, depositing around 275 g/m² and sealing every cut, corner, and weld in a metallurgical bond. The practical result? Pre-galvanized panels often fail in 3 to 5 years in humid climates, while hot-dip structures routinely last two decades or more with minimal maintenance. That’s the gap this article walks through — with coating weights, corrosion mechanics, and the cost math that matters when you’re buying in bulk.
The Pre-Galvanized Lie: Why It Rusts Fast
Pre-galvanized fencing rusts from the welds inward, not the panels.
Pre-galvanized steel starts as sheet metal run through a zinc bath before it’s cut and welded. That gives you a coating of roughly 60g/m² zinc — about a quarter of the ISO 1461 minimum for hot-dip. The problem is the welding step. The arc hits 1,500°C, which vaporizes the zinc around every joint. You end up with bare steel at the exact points where panels connect and moisture collects.
- Crevice Corrosion: Rainwater wicks into the micro-cracks at weld seams where zinc is gone. Trapped moisture creates an oxygen-depleted cell that eats the steel from the inside out. Visible rust appears within 12–18 months in humid climates, and the structure loses integrity long before the panel faces show orange spots.
- Structural Weakness: On high-traffic paddock gates and turnout panels, those rusted welds become the failure point. A 500 kg horse leaning against a post with a corroded weld can snap the joint. Pre-galvanized panels typically need replacement every 3 to 5 years in coastal or high-rainfall regions — not from panel rot, but from weld collapse.

Hot-Dip Galvanizing: The Industrial Standard
Post-weld immersion seals every weld, cut edge, and tube interior completely.
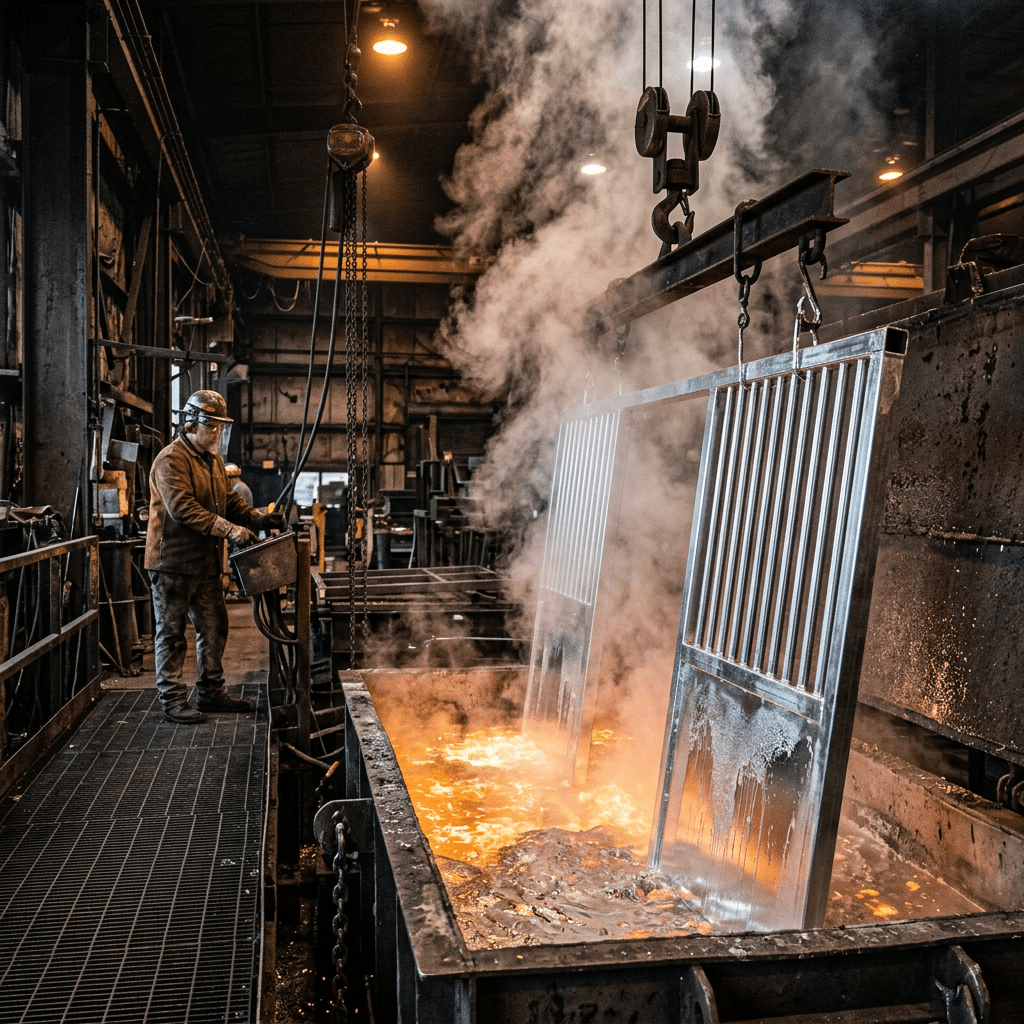
Hot-dip galvanizing immerses the fabricated steel structure—after all welding and cutting—into a molten zinc bath at approximately 450°C. This triggers a diffusion reaction that bonds zinc onto the steel surface, forming a series of intermetallic layers that are metallurgically fused to the base metal. The result is not a mere coating but an alloyed armor.
- Gamma Layer: The innermost layer, comprising 75% zinc and 25% iron, provides the hardest, most wear-resistant barrier adjacent to the steel.
- Sigma Layer: A thin, brittle transition layer of FeZn7 composition that bridges the inner gamma and outer delta zones.
- Zeta Layer: A coarse columnar layer of FeZn13 that accounts for the majority of coating thickness and gives excellent impact resistance.
- Delta Layer: The outermost pure zinc layer that forms a sacrificial anode; it corrodes preferentially to protect the steel underneath.
Because the bath penetrates every crevice, hot-dip galvanizing fully encapsulates weld seams, cut edges, and the interior surfaces of hollow tubing—exactly the points where pre-galvanized panels fail. In pre-galvanized fencing, zinc burns off at welds during fabrication, leaving bare steel that rusts from the inside out via crevice corrosion. With hot-dip, there is no unprotected metal to expose.
ISO 1461 sets a minimum galvanized coating mass of 275 g/m² for typical structural steel—equivalent to an average thickness of about 85 μm on both surfaces of a 6 mm section. This standard is the benchmark for durability in humid and coastal environments. Pre-galvanized sheet, by contrast, typically carries only 60 g/m², a coating so thin that it offers no protection at weld points and fails in under 5 years in high-humidity paddocks. Hot-dip’s 20-year lifespan is not a claim—it is a direct consequence of the metallurgical bond and the coating weight mandated by international specification.

Climate-Specific Durability: Coastal vs. Inland
In coastal climates, 60g/m² zinc fails in under 5 years.
Pre-galvanized panels in humid winter climates like the UK, Neuseeland, or Poland fail from the inside out. The thin 60g/m² coating burns off at every weld during fabrication. Rainwater wicks into those uncoated seams and drives crevice corrosion straight through the steel. What looks like surface rust at year two is structural decay by year four.
Salt air changes the math entirely. Along the Australian coast or the US Gulf and Atlantic shores, chloride ions accelerate corrosion rates 5× to 10× compared to inland humidity. A 60g/m² coating that might last 8 years inland can be perforated in 3 years at the beach. Hot-dip galvanizing to ISO 1461 provides a 275g/m² zinc layer that seals every weld and cut edge in a metallurgical bond — the only coating that holds up to continuous salt spray.
- 60g/m² pre-galvanized (inland humid): 8–12 years before weld-line rust compromises panel integrity.
- 60g/m² pre-galvanized (coastal salt-air): 3–5 years to structural failure. Replacement required twice per decade.
- 275g/m² hot-dip (any climate): 20+ years verified. No weld corrosion. No coating peel. Passes ISO 1461 bend and adhesion tests.
| Attribute | Pre-Galvanized | Feuerverzinkt | Coastal Performance | Inland Performance |
|---|---|---|---|---|
| Zinc Coating Weight | ~60 g/m² | ~275 g/m² | Rust failure in 3–5 years | Rust failure in 5–8 years |
| Weld Zone Protection | Zinc burn-off; exposed steel | Full metallurgical bond after welding | Crevice corrosion within months | Localized rust initiation at welds |
| Salt-Spray Resistance | Poor; coating too thin | Excellent; ISO 1461 compliant | White rust in 1 year; red rust in 3 | No significant corrosion for 15+ years |
| Expected Lifespan (Max) | ~8 years | 20+ Jahre | 3–5 years | 8–12 years |
| Primary Failure Mode | Weld burn-off → crevice corrosion | Uniform surface weathering (non-structural) | Rapid structural weakening | Slow aesthetic degradation |

Schlussfolgerung
The difference in zinc coating weight — 275 g/m² versus 60 g/m² — determines whether your fence panels last 20 years or get flagged for replacement after three. Pre-galvanized panels fail at the welds, where the zinc burns off and moisture creeps in. Hot-dip galvanizing seals those joints completely, eliminating the weakest link in the entire structure.
For a large paddock or arena in a humid or coastal climate, the choice is straightforward: verify the ISO 1461 certification on any supplier’s spec sheet, and ask for zinc coating test reports before you commit. Review the current catalog to compare hot-dip and pre-galvanized options side by side, or request a sample weld coupon to inspect the coating integrity yourself.
Häufig gestellte Fragen
What should buyers look for when sourcing hot-dip vs pre-galvanized?
Look for post-weld hot-dip galvanizing with ISO 1461 certification — pre-galvanized panels will rust at weld seams within 3-5 years. In coastal or humid climates, pre-galvanized fails even faster. Always request coating thickness test reports.
How to verify factory certifications for hot-dip vs pre-galvanized?
Verify ISO 1461 certification for hot-dip galvanizing; pre-galvanized suppliers rarely offer weld coverage guarantees. Request third-party coating thickness reports to confirm the 275g/m² standard. Insist on ISO 1461 compliance in your contract.
What are typical MOQ requirements for wholesale orders?
Wholesale MOQ starts at 50 fence panels or 10 stables, with tiered discounts from 5% to 15%. For smaller trials, check availability at regional hubs in Sydney or Warsaw. Confirm MOQ after finalizing panel dimensions.
How to handle international shipping and customs clearance?
Work with the factory’s logistics team; they handle shipping and provide compliance documents for customs. Use regional hubs in Sydney or Warsaw for faster 1-2 week delivery. Request proforma invoice with HS codes for customs.
What quality inspection standards apply before shipment?
Inspection covers ISO 1461 coating thickness, weld coverage, and dimensional accuracy per your order. Third-party inspection can be arranged before shipment. Insist on a pre-shipment inspection report.




0 Kommentare