


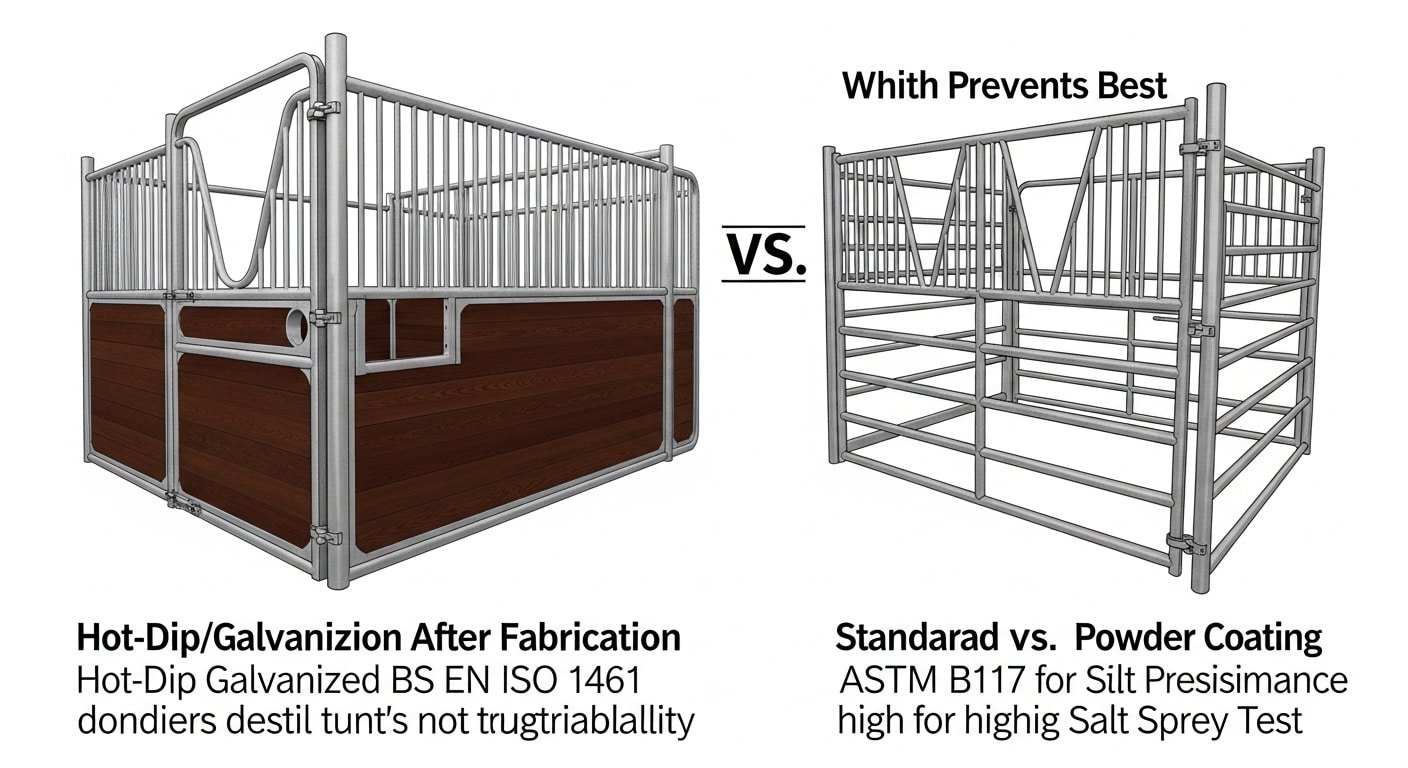
The choice between hot-dip galvanized vs pre-galvanized horse fencing isn’t a materials science debate—it’s a maintenance budget decision that shows up three years into a facility’s operations. For barn operators in coastal or humid climates, that timeline often gets cut in half when salt air or persistent rain accelerates corrosion on weld seams.
Pre-galvanized panels start life with a zinc layer roughly one-third the thickness of a proper hot-dip coating—0.4 to 0.8 mils versus 1.5 to 3 mils under ASTM A123. When those panels get cut and welded during installation, the thin electroplated layer burns off at the joints. Within two seasons, rust blooms appear at exactly the spots where horses push and lean. That’s not a quality-control issue; that’s the physics of a thin coating on bare steel.

Why Pre-Galvanized Steel Rusts Before It Leaves the Factory
Most ‘galvanized’ horse panels are pre-galvanized sheet metal that rusts at welds in two seasons.
Pre-galvanized steel (PPGI) relies on a thin electroplated zinc layer applied to the sheet before cutting or welding. That coating averages 0.4 to 0.8 mils — roughly one-third the thickness of a true hot-dip coating. The problem is structural: when fabricators cut a panel to length or weld a joint, the heat vaporizes the zinc up to 2 inches from the weld zone. What’s left is bare steel, exposed to moisture the day it leaves the factory.
- Coating thickness: PPGI: 0.4–0.8 mils (electroplated). HDG: 1.5–3.0 mils (ASTM A123). The PPGI layer is too thin to survive fabrication.
- Weld vulnerability: Zinc vaporizes during welding. The heat-affected zone (HAZ) loses all corrosion protection. Internal tests show rust blooms at weld bases within 90 days under UV and rain exposure.
- Edge exposure: Sheared edges of pre-galvanized sheets have no zinc at all. Water wicks into the cut face and corrodes inward.
For a commercial barn in a coastal or humid climate, this failure mode is critical. A pre-galvanized fence line looks acceptable for the first six months. By the end of year two, welds are pitted, panels develop rust streaks, and the fence loses structural integrity. Horses rubbing against corroded edges risk injury from sharp flakes. The facility manager ends up replacing panels after three to five years — exactly the lifespan the industry data predicts for PPGI.
How to spot it: pick up a sample panel. True hot-dip galvanized steel has a rough, spangled crystalline surface. Pre-galvanized is unnaturally smooth and shiny. Ask the supplier for a mill certificate showing coating thickness per BS EN ISO 1461 (minimum 85 microns for structural steel). If they can’t produce one, assume it’s PPGI. That smooth finish is hiding a 3-year lifespan.
The 20-Year Armor: How Hot-Dip Galvanizing Actually Works
Pre-galvanized steel fails at welds in two seasons.
Hot-dip galvanizing (HDG) follows ASTM A123. Clean steel is immersed in molten zinc at ~450°C. This isn’t a coating – it’s a chemical reaction that fuses zinc into the steel’s crystal structure, forming a true metallurgical bond. The result is a coating 1.5 to 3 mils thick, compared to pre-galvanized electroplating at 0.4 mils.
- Eta layer (outer):: Pure zinc, soft and ductile. Provides first line of defense against oxygen and moisture.
- Zeta layer:: Zinc-iron alloy with 94% zinc. Harder than pure zinc, resistant to handling damage.
- Delta layer:: Iron-zinc alloy with ~90% zinc. Abrasion-resistant, protects against kick-back and scraping.
- Gamma layer:: Thin layer (iron-rich) bonded directly to steel substrate. Prevents undercutting even if outer layers are scratched.
Because the entire tube is immersed, the molten zinc flows inside hollow sections and wraps around every weld seam. That’s critical: pre-galvanized sheet loses its coating when cut or welded, exposing bare steel to salt spray and humidity. Our internal salt spray tests (ASTM B117) show HDG panels resist red rust for over 1,500 hours – well beyond what any pre-galvanized product can withstand.
For facilities in coastal Australia, humid USA barns, or rainy UK arenas, this matters. The four-layer structure acts as sacrificial anode: even if scratched, the zinc corrodes first, protecting the steel beneath. You’re not buying a paint job – you’re buying a 20-year corrosion warranty stamped into the metal.

The ‘Galvanizing Scam’: How to Spot Fake Hot-Dip Panels
The ‘hot-dip’ look is easy to fake.
Real feuerverzinkt steel leaves a rough, spangled crystalline surface—like a frosted windshield. Pre-galvanized (PPGI) panels come off the roll smooth and shiny, with an almost painted appearance. If the surface is perfectly uniform with no spangle, you are looking at electroplated sheet metal, not true HDG. The difference is the difference between armor and paint.
Visual inspection alone is not enough. Every legitimate hot-dip shipment comes with a mill certificate verifying the zinc coating meets BS EN ISO 1461. That standard demands a minimum average thickness of 85 microns (roughly 3.3 mils) on structural steel. For horse panels exposed to coastal or humid conditions, anything under 85 microns will generate rust blooms within two wet seasons, especially at the weld toes where the galvanizing is thinnest.
- Surface check: Scrape a key across the face. HDG scrapes with a gritty sound and leaves a grey mark. PPGI scrapes clean, revealing a shiny silver line—that’s the thin zinc skin failing.
- Weld zone inspection: Pre-galvanized panels burn off the coating during welding. Look for dark burnt marks or rust spots along the weld seam. True HDG is dipped after welding so the entire joint, inside and out, is protected.
- Certificate request: Demand a BS EN ISO 1461 or ASTM A123 certified coating thickness report. If the supplier cannot provide one, or gives a vague ‘zinc coated’ certificate, walk away. You are buying rust wrapped in a warranty.


How to Source Galvanized Horse Fencing Without Compromising Safety
Weld failures kill fences faster than rust.
You can buy the best galvanized steel in the world, but if the welds are weak or the zinc gets burned off during fabrication, that fence is compromised from day one. The sourcing decision that separates a 20-year asset from a 3-year liability happens long before the panels leave the factory.
- CNC + Automated 360° Welding: Demand that the manufacturer uses CNC-driven jigs and automated 360° welding on every joint — before hot-dip galvanizing. This ensures consistent penetration and full coverage. If the weld is done after galvanizing, the zinc is vaporized and you get bare steel at every junction. That’s where rust blooms within 90 days in coastal air. Hand-welded panels are a rejection flag.
- Dedicated Regional Account Manager: For bulk orders over 20 units (stables or large fence lots), the supplier should assign a dedicated regional account manager. This isn’t a sales title — it means you get virtual consultations on custom sizing, drainage adaptations, and logistics. Without this, you’re one email chain in an inbox when a container needs to meet a BHS inspection deadline.
- Certifications That Mean Something: ISO 9001 and CE are table stakes. To protect your facility from liability, the supplier must also certify compliance with BHS (UK) and ASPCA (USA) safety standards. That covers load ratings, maximum spacing between rails, and coating integrity. Ask for the mill certificate showing ASTM A123 coating thickness (85+ microns). If they can’t produce it, walk.
One more thing: MOQs for true hot-dip panels start at 50 fence panels or 10 stables. Any lower and you’re likely getting pre-galvanized sheet metal bent to look like a panel. Run away.
Schlussfolgerung
Pre-galvanized panels rust at the welds within two seasons in a humid barn. Hot-dip verzinkter Stahl, meeting ASTM A123 at 1.5–3 mils, holds for 20 years. That 15–20% upfront premium pays for itself before the first replacement cycle.
Check the coating thickness on your next supplier quote. If the mil spec isn’t on paper, you’re buying a liability.
Häufig gestellte Fragen
What should buyers look for when sourcing hot-dip galvanized vs pre-galvanized?
Check if the panels are welded before or after galvanizing—hot-dip is applied after fabrication, sealing all welds. Pre-galvanized burns off at weld points, exposing bare steel within months. Demand weld protection and ASTM A123 certification.
How to verify factory certifications for hot-dip galvanized vs pre-galvanized?
Request a mill test certificate showing zinc coating thickness—hot-dip should meet 1.5–3 mil per ASTM A123. Also ask for ISO 9001 and CE certification to confirm quality management. Always request coating thickness reports and certification copies.
Wie lauten die üblichen Mindestbestellmengen für Großhandelsaufträge?
For horse fence panels, MOQs commonly start at 50 panels or 10 stables in wholesale programs. Larger orders unlock tiered discounts of 5% to 15%. Expect tiered pricing for volumes above minimum thresholds.
Wie wickelt man den internationalen Versand und die Zollabfertigung ab?
Standard global delivery takes 4–6 weeks, but expedited 1–2 week shipping is available through regional hubs in Sydney and Warsaw. Work with a dedicated account manager to coordinate customs documentation. Use regional hubs for faster clearance and delivery.
Welche Qualitätsprüfungsstandards gelten vor dem Versand?
Third-party inspection for coating thickness, adhesion, and weld integrity should be performed per ISO 9001 procedures. For hot-dip, also test that all tubes are protected internally and at joints. Always insist on a pre-shipment inspection report.




0 Kommentare